Method Improvement is the key to success for any process if it results in improved resource utilization by minimizing or if possible, eliminating non-value added activities from the process. Method Study is defined by Frank B. Gilbreth, a pioneer of Motion Study, as “The science of eliminating wastefulness resulting from unnecessary, ill-directed and inefficient motions”, conducted to assess and measure the improvement potential, and involves a number of tools and techniques; however, only a few are practiced as far as apparel manufacturing is concerned. The reasons cited may be complexity in execution, lack of awareness and non-availability or scarcity of Industrial Engineering (IE) experts in the factories. Despite its complexity, if practiced religiously, Method Study techniques may be panacea to a number of problems faced in apparel manufacturing on a day-to-day basis.
In this very first article from the series on Industrial Engineering, Manoj Tiwari, Associate Professor, NIFT Jodhpur and Dr. Prabir Jana, Professor, NIFT Delhi discuss various applications of Method Study in Apparel Manufacturing.
Sustainable success of any organization depends on how well people are working and contributing to the goals of the organization. It also depends on the efforts devoted in improving the existing methods. However, increased competition, rising wages and scarcity of skilled workforce has led us to strive harder.
According to British Standards Institution (BS 3138),”Method Study is the systematic recording and critical examination of existing and proposed ways of doing work as a means of developing and applying easier and more effective methods and reducing cost.” It is careful recording of how a job is done, checking the way it is done, and trying to find a better or simpler way. In brief, it is the development of improved methods of doing work. This adds value and increases efficiency by eliminating unnecessary elements and non-value added body movements.
Steps for Method Study
As Method Study is a systematic and scientific approach, it’s imperative to follow a logical and rational procedure while performing Method Study for accurate and fruitful Method Improvement. The sequence to be followed is the selections of the task followed by recording, examining and development of the existing method, and finally evaluate, define and install the modified method. It is worth mentioning that a “task” is the work to be done (like button attach), while “method” is the manner in which a task is done.
Selection of the Operation for study
The operations that are constraints and bottlenecks, affecting the productivity and limiting the achievement of targets, should be considered for Method Improvement. The operations that are complex and difficult in nature need to be simplified, made faster and safer by altering method, may be by work place re-arrangement. Considering the effort, time and money involved, thorough brainstorming is recommended as to why a particular operation has been chosen.
Record, Examine (existing method) and Develop (improved method)
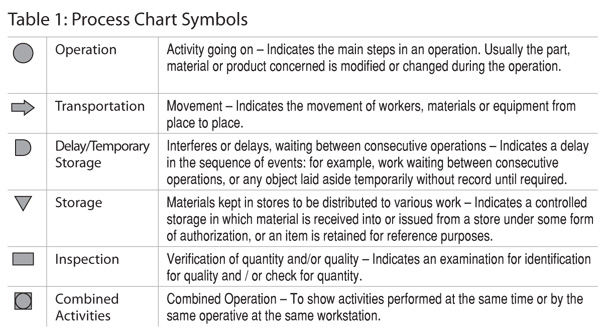
Recording of all the facts about the operation has to be done for easy understanding and clarity to other people. At the same time it should be as per the standards followed across the industry. Recording of the method should be comprehensive enough to cover minute details for useful comparison of older and revised method. Recording the existing method with description is a cumbersome task, as it is practically impossible for the observer to meet the pace of the operator while recording and may lead to errors in recording. A number of techniques such as process charts, two-handed process charts, multiple activity chart, simultaneous motion chart, cyclograph, chronocyclograph, and videography may be used for accurate recording. Once recorded, each recording is examined and options for improvement developed. Helping in universal understanding of process charts in motion study, standard symbols are developed by the American Society of Mechanical Engineers (ASME) and adopted by the BSI. These symbols simplify the construction and interpretation of process charts and are used to represent steps in a process. These symbols also help in faster and accurate recording and understanding of the process.
Process Charts
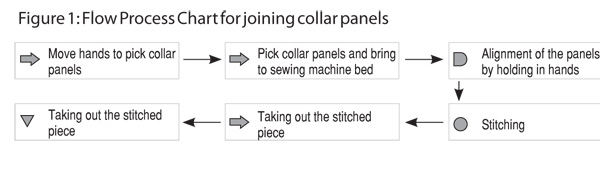
Process charts are used to represent the sequence of activities in a given process and are not scaled. The activities are shown by using standard symbols (as shown in Table 1) in the order as they happen. Such charts may be used for man and machine/equipment as well as material-related activities. Figure 1 highlights the process chart for joining two panels of a collar.
Two-Handed Process Chart
The two-handed process chart is also called Left Hand and Right Hand (LH-RH) chart. It is a detailed process chart in which the activities of a worker’s hands (or limbs) are recorded in their relationship to one another. The two-handed process chart is generally used for repetitive activities when one complete cycle of the work is to be recorded.
While the process charts show the sequence and dependency of activities in a process at macro level, the two-handed process charts provide an opportunity to investigate the specific activity with micro detailing such as movements of the hands (left and right) while performing.
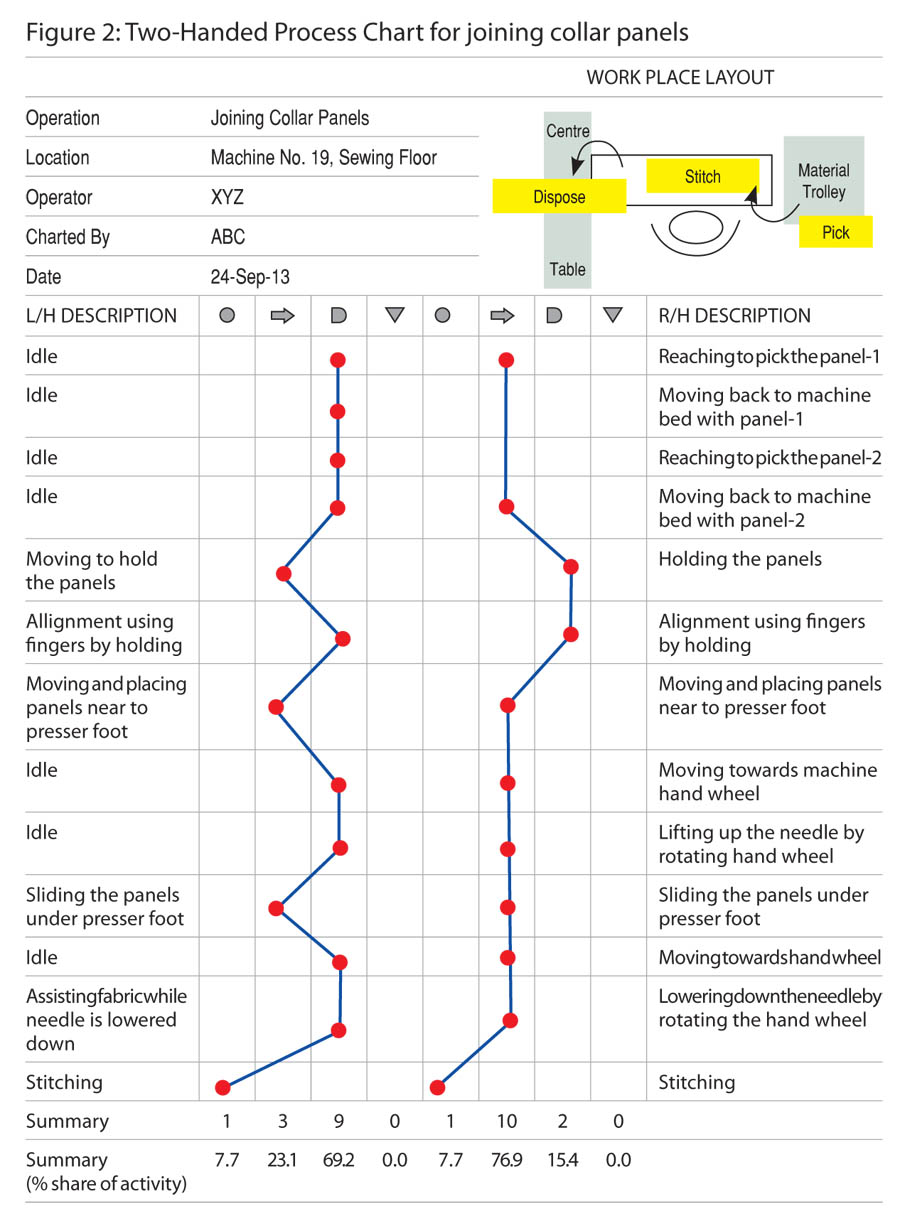
Let’s analyze the joining of the 2 panels of a collar using two-handed process chart (Figure 2).
A single operation is broken down into a number of elements which together make up the operation when executed in a sequence. In a standard format (as mentioned in Figure 2 – Two-Handed Process Chart) the hands’ movements may be recorded following the basic process chart symbols. However, there is a slight difference in using some of the symbols in two-handed process chart. Here, delay (D) is used to denote time during which the hand or limb being charted is idle, while storage (∇) is not used in connection with the two-handed process chart. Instead, the symbol is re-designated as hold and is used to represent the activity whenever there is a pause while performing the task.
Multiple Activity Charts (MAC)
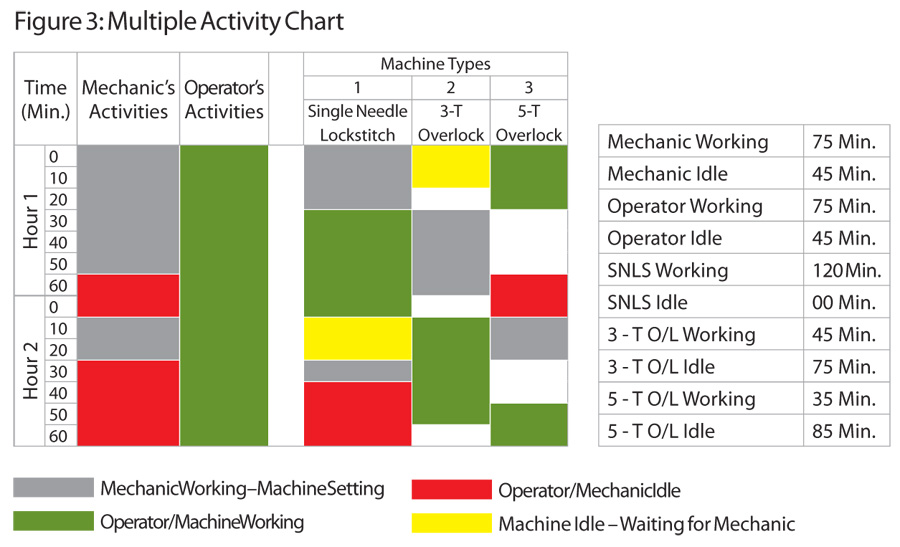
Multiple activity charts are used to record the inter-relationship between operator and machines on a common time scale. There are instances where different machines are used in a sequence by one or more operators. MAC are useful in studying idle time of the man and machines, determining number of machines handled by one operator, and the number of operators required in teamwork to perform the given job.
Multiple activity charts may be quite useful in the work environments involving modular manufacturing where man-to-machine ratio is more than 1 and key focus is on improving the man-machine utilization.
Multiple activity charts for mechanic and an operator for three different types of machines has been shown in Figure 3. It can be seen that 1 operator is handling 3 machines and starts work at 5 thread overlock machine, while the mechanic is repairing the single needle lockstitch machine and the 3 thread overlock is waiting for the mechanic. Throughout the observation time of 2 hours (120 minutes), operator has been continuously engaged with work while mechanic and other machines were idle on various occasions.
Micro Motion Study & SIMO Chart
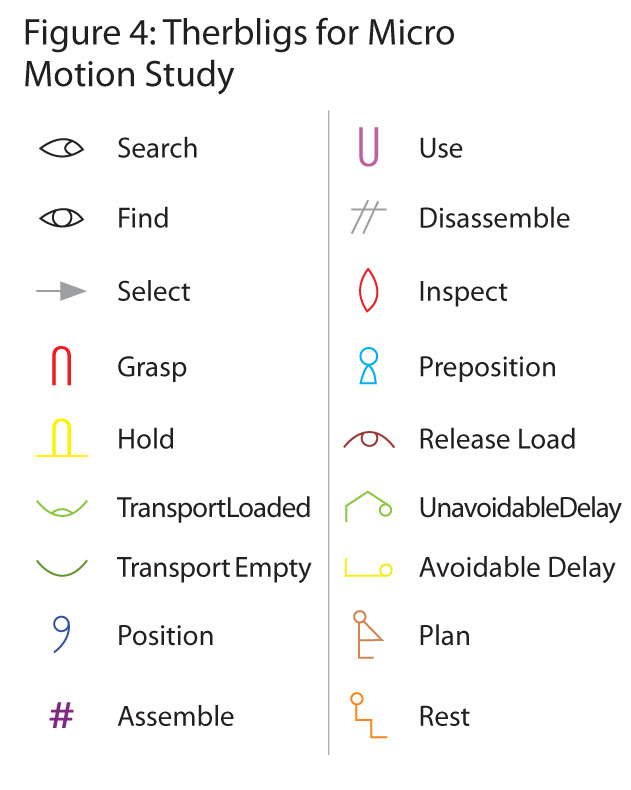
The Micro motion group of techniques is based on the idea of dividing human activity into divisions of micro movements or group of movements (there are 18 such hand & eye motions known as therbligs, anagram of Gilbreth) according to the purpose for which they are made. Operations with very short cycles that are repeated many times are worthwhile for such study. It helps in enabling the operator to perform the operation repeatedly with a minimum of effort and fatigue by adopting the best possible movements’ pattern. Therbligs refer primarily to motions of the human body and to the associated mental activities. SIMO chart is one of the recording techniques of micro-motion study and is often based on film analysis, used to record simultaneously, on a common time scale the therbligs or groups of therbligs performed by different parts of the body of one or two workers.
Micro motion study is a valuable technique for making minute analyses of those operations that are short in cycle, contain rapid movements, and involve high production over a long period of time. Hence, it can be used in analyzing operations such as the sewing of garments, assembly of small parts and similar activities.
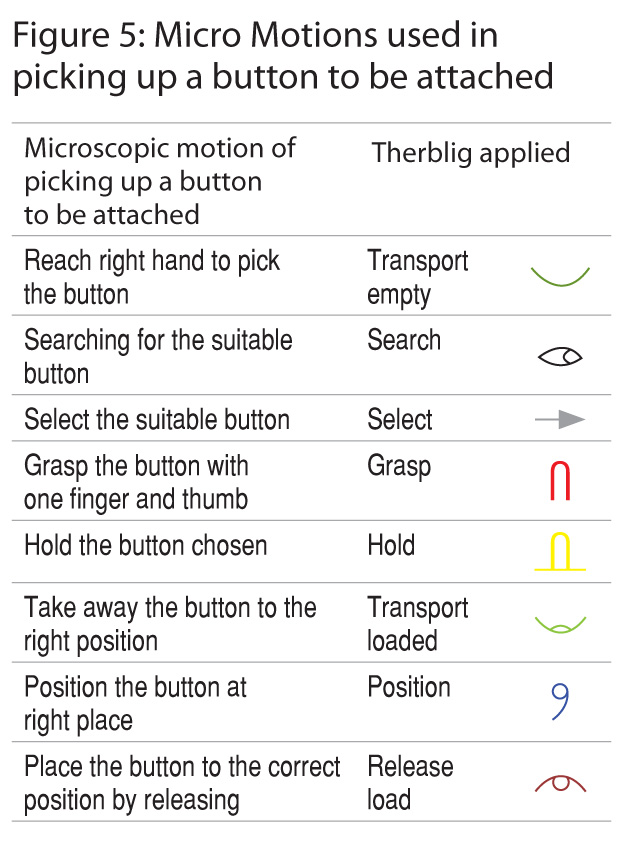
The very simple operation of picking up and placing the button to a shirt placket is shown in Figure 5.
In garment manufacturing, such techniques may be applicable to the operations which involve automatic work stations or cyclic machines such as automatic pocket setting, automatic button hole and button attaching, profile stitch machines and automatic loop attach machines. Using the micro motion study, operator utilization may be increased by reducing the idle time of the operator and as a result, multiple machines may be handled efficiently by one operator by an improved hand, foot and eye movement synchronization.
Cyclegraph and Chronocyclograph
Cyclegraph is the record of the movement of hands or any other body parts of an operator while he is performing an operation, usually traced by a continuous source of light on a photograph. The limitation of the cyclegraph is that it doesn’t indicate the direction and speed of the movements whereas, chronocyclograph is an improved version of cyclegraph and capable of indicating the direction and speed of the movements. Here the light source is interrupting in nature (10 to 30 times per second). Knowing the rate at which light source is being interrupted and the number of dots in the path, speed of movement can be determined.
Videography
In this technique advanced cameras are used for recording. Techniques like videography and smart motion study with IT interface have replaced traditional techniques such as cyclegraph and chronocyclograph. Video recording offers a great amount of flexibility in terms of saving of time, ability to capture without error, real time capturing of movements, ability to play back at different pace (fast or slow), and most importantly can be used for observation whenever convenient to the observer.
All the above mentioned techniques, i.e. SIMO charts, cyclegraph and chronocyclograph and videography, are tedious and require a significant amount of time, effort and patience. The reasons behind not using these techniques may be lack of consistency in the work (due to low level of automation as compared to other fields such as automobiles), lack of qualified industrial engineers and lack of patience in the younger generation.
However, usage of smart motion study (using information technology) may increase the usage of videography and chronocyclograph technique. In smart motion study, simple videography of the operation is followed by motion analysis using specialized software. Videography is done after placing a fluorescent marker on different moving body parts of the operator (a simple bright coloured 3M scotch tape can be used). The motion analysis software then calculates distance travelled by hand parts (wrist and forearm separately and the pace of movement of hand. And the best part in this motion analysis technique is that it is simple and effective and the operator does not require any IE expertise!
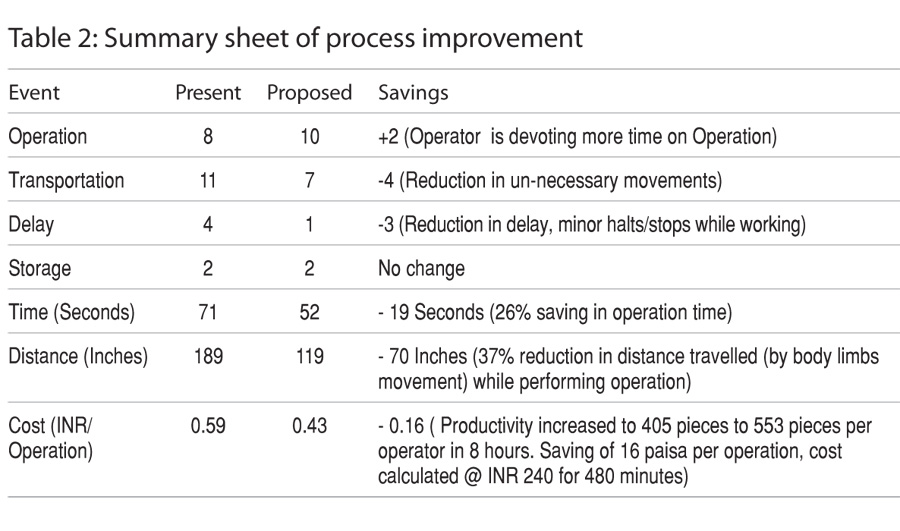
Once the observation is done, the data collected is critically examined and a summary sheet is developed proposing a new, refined and better method to minimizing the activities. The proposed method is again studied using the same chart technique and the changes/improvements are recorded in a sheet (Table 2 – Summary sheet of Method Improvement).
Evaluate, Define and Install (The Improved Method)
Once multiple alternative options are developed, the same may be evaluated and defined. This is done by using the principles of motion economy. Principles of motion economy are quite simple in nature and easy to implement with minimal investment. It is capable of improving methods at the workplace while reducing the level of fatigue to the worker. These principles are based on three basic parameters:
1. Use of human body
2. Arrangement of the work place
3. Design of tools and equipment
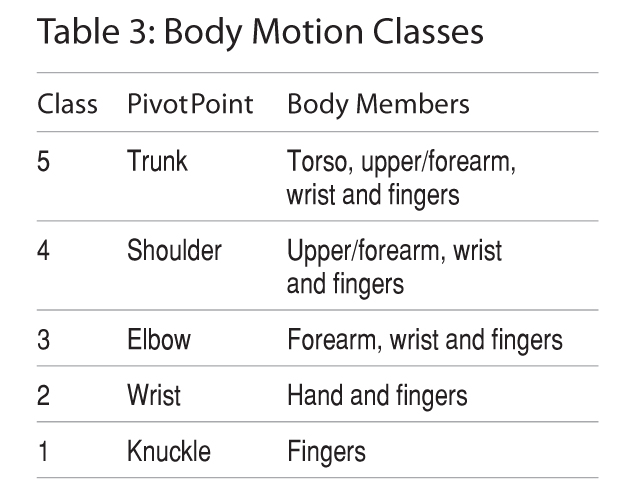
The principles of motion economy suggest the ways of working in the natural manner wherein the body feels comfortable while working. The gist of this principle is that the two hands should function in a balanced manner by beginning and ending their motions at the same time. Hands should not be idle at the same time except during rest periods. Motions of the arms should be made in opposite and symmetrical directions and should be made simultaneously. Hand motions should be confined to the lowest classification (as shown in Table 3 – Body Motion Classes) with which it is possible to perform the work satisfactorily. Smooth continuous motions of the hands are preferable to zigzag motions. The work should be arranged to permit an easy and natural rhythm with smooth continuous motions.
While designing the work place, the work should be arranged in such a manner that the material and tools/equipment should be in easy reach and there should be a fixed place for such materials and tools so as to permit the best sequence of motions. This results into time and efforts saving by the operator. To further minimize the efforts, usage of drop delivers and gravity feed bins should be encouraged.
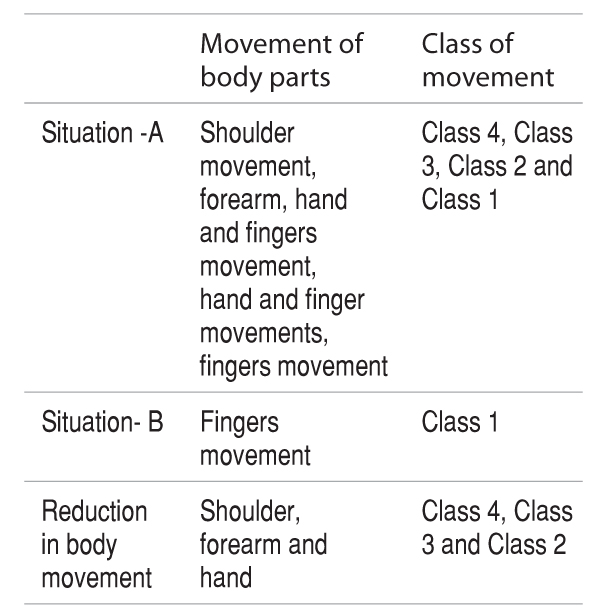
There may be many situations possible for placing the 2 parts of collar panels. In situation A, one panel is kept at the left side and other at the right hand side. In Situation B, both the panels are placed on the machine bed itself in a group (one face and one back, face to face) in a bundle using a small paper separator after each set of such panels.
If we compare/visualize two above situations (there may be many more situations possible for the same task) we find that Situation A involves a significantly higher amount and class of body movements. Like Situation A, involves both shoulder movement (Motion class 4, referring to the Table 3), additional distance travelled to pick the panels, an increased forearm, hand and fingers movement (Motion class 3) while picking up panels and bringing back. This also involves additional hand and finger movements (Motion class 2) while placing panels face to face and finger movements (Motion class 1) while alignment.
Situation B minimizes the body movement (reduction in the Motion class while working) and results into a significantly lesser amount of effort applied by the operator. While the panels are pre-arranged (in group, face to face with separator) and placed near to the operator, it completely eliminates the shoulder (Motion class 4), forearm, hand and fingers movement (Motion class 3) and hand and finger movements (Motion class 2) while placing panels face to face and finger movements (Motion class 1).
 By arranging the work place in such manner, we have reduced the material handling to a larger extent and made the work easy for the operator. He/she can now work with minimum efforts which may result into an improved productivity with increased operator utilization.
By arranging the work place in such manner, we have reduced the material handling to a larger extent and made the work easy for the operator. He/she can now work with minimum efforts which may result into an improved productivity with increased operator utilization.
The solution may seem quite simple but many a times we fail to observe the things with such detailing, though it doesn’t require any specialized training.
Designing of tools is also equally important. Scientific design and arrangement of such tools results in higher productivity with minimized efforts. Usage of jigs, pneumatic and foot operated devices should be encouraged. Tools should be combined wherever possible and should be located in such positions that the operator can manipulate them with the least change in body position and with the greatest mechanical advantage.
Conclusion
Many a times it is observed that whenever there is a problem (it may be related to low productivity or bottleneck, etc.) organizations focus on reducing the time without an inclination to know the root cause of the problem. IE is allotted to perform Time Study directly and many a times, as a solution an increase in machine or operator is suggested. This practice may give a temporary relief but in real sense this is not a solution to the problem. In fact by doing this, we are adding cost to the manufacturing. Here the right approach should be to first see the method, analyze it carefully and then put efforts to simplify the things. One must remember that the IEs job is to make things simple and easy for the operator, because if the method is simple and easy it will lead to increased productivity and save critical time. It is suggested that, after the Method Improvement, Time Study should be done again to measure the improvements.
Method Study plays an important and decisive role in identifying and eliminating bottlenecks in the system, which cause long delivery time or unbalanced workflow. These techniques are also capable of highlighting the level of idle plant labour and unutilized/under-utilized resources. At the same time the findings of these studies are useful guides for further improvements in terms of work and wage standardization based on the skill of the operators. As Method Study techniques are capable of making the tasks simple, increasing the motion economy in human effort and reducing unnecessary efforts, results in development of a better working environment and profitability for the organization.
Cases of Method Improvement in Apparel Manufacturing
It has been observed that most of the time small improvements, just a little fine-tuning and re-arrangement make a significant difference. This involves no or minimal amount of time and money but needs dedication and devotion by the IE in order to train the operator to make it a habit. There were cases where production in-charge started treating the issue(s) as bottlenecks and they wasted a lot of time solving it… The same is just a matter of common sense for an IE. Some of these live cases have been discussed below:
Scenario 1 – Joining collar front and back panels (face to face) – Many a times it is observed that operator picks one panel by one hand and then the second panel using the other hand. Then both the panels were moved under the presser foot for stitching after alignment.
Recommendation – The method mentioned above is time consuming and leads to inefficient activities while stitching. As an alternative, the panels can be pre-arranged and placed face to face (one face and one back of the same collar). Such twin panels should be placed in such a manner that operator can easily pick up the panels together. The same can be done by putting panels in a stepped manner or by putting a paper as separator after each twin panels of the same collar.
Recommended Method Study technique – Micro Motion Study, 2-handed process charts and applying principle of motion economy for work place arrangement.

Scenario 2 – Buttoning of shirts – Generally buttons are attached piece wise on shirts which needs the operator to pick up shirt by left hand and pick up button by right hand, then hold the shirt with both the hands, set the button, move the clamp down for fixing the position of button and then sew button and remove the shirt from left hand after sewing.
Recommendation – With help of button feeders, which places the button on the position where they need to be sewn, attached to button sewing machine the buttons of the shirt would be sewn more accurately.
Recommended Method Study technique – Micro motion study and 2-handed process charts.

Scenario 3 – Top stitch on T-shirt panels, one piece at one time. Pick one panel, place it on the machine, start stitching with aligning time to time, pick up the cutter, take the panel out and dispose of.
Recommendation – It has been observed that there are many such operations where stitching time is less than that of handling time. Such operations may be surging of panels (collar, pocket, yoke etc.), pocket hemming for jeans, and top stitch on T-shirts etc. It is recommended that such operations should be done in continuous manner with help of a guide. A bin may be kept behind the machine to collect the panels after stitching. Later the panels may be cut together in one go saving handling time and increasing the productivity.
Recommended Method Study technique – 2-handed process charts and applying principle of motion economy for work place arrangement.
Scenario 4 – The operation is being done in many bursts or there is excessive handing of material while stitching.
Recommendation – Many of the operations such as hemming using cover stitch, top stitch on sleeve panels, etc. on T-shirts can be improved significantly. The key reasons of performing task in many bursts may be wrong material handling by operators, lack of work aids and even lack of awareness on proper method.
It has been observed that at one stop while top stitching on a T-shirt consumes an average 3 seconds, while top stitch on sleeve panel (Raglan sleeve) consumes 40 seconds with 6 bursts. After a careful investigation of the body movements while stitching, an improved handling method was suggested with a small guide of thick cardboard just before the presser foot. After implementing the improved method, the stitching time was reduced to 16 sec. (saving of 24 seconds) with only 1 stop in the middle.
Recommended Method Study technique – Micro motion study and 2-handed process charts.
Scenario 5 – Thread trimming of garments, quality inspections, marking operations being done in sitting posture. These operations mean additional time consumed and result in lower productivity and under-utilization of manpower.
Recommendation – Activities such as trimming (Thread cutting), Quality inspections, marking of pockets and other similar kind of operations require more hand movement with precision. The sitting posture restricts free and precise movement of hands and also increases searching time hence operator takes more time in doing the same task. Such work should be done in standing position. This will improve productivity and accuracy. It has been observed and tested that the trimming work of knitted bottoms which is being done by 8 helpers, if done while standing, can be finished by 3-4 helpers.
However there may be resistance from operators as they may not prefer working in standing posture due to their beliefs/mental barriers and comfort zones, but working in standing position for these activities is followed globally.
Recommended Method Study technique – Micro motion study, 2-handed process charts and applying principle of motion economy for work place arrangement.
Challenges to Method Improvement
Many organizations fail to achieve savings and improvements by Method Improvement due to lack of sustainability of the efforts. It requires continuous, full time and dedicated efforts for real improvements. Merely systematic and scientific work study is not sufficient, but it has to be applied continuously to be fruitful in the real sense. Many a times it has been observed that, management and IE practitioners stop putting efforts after seeing the initial positive results of work improvement, failing to anticipate long-term effects. This causes loss to the organizations not only in value terms but also wastage of time, efforts and morale of the work study practitioners.
It has also been observed that the work study practitioners stop following up and monitoring the suggested method, overjoyed by initial improved results. However, they fail to realize that operators tend to go back to the old method, if not monitored regularly. This makes all the efforts a waste and even questions the usefulness of an IE.





